
- 更新时间:2025-06-02 07:10
所属行业:钢铁 建筑钢材 不锈钢管 -
发货地址:云南昆明官渡区
信息编号:309732221,公司编号:14265477
产品规格:不限
产品数量:9999.00 吨
包装说明:不限
产品单价:面议
官方网址:http://zyp061698.cn.b2b168.com/
- 13529031650 周燕平
- 留言数:2人
- 查看数:14人
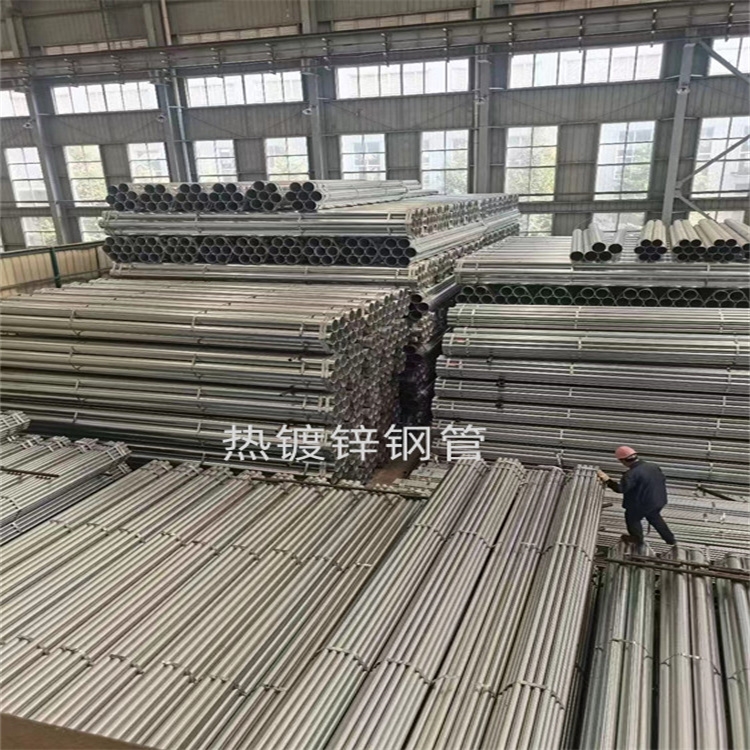
镀锌钢管 支持定制 迪庆镀锌大棚管厂家
- 相关产品:
云南鸿楚贸易有限公司
会员 10 年
- 所在区域:云南昆明呈贡区
- 经营性质:有限责任公司
- 企业类型:经销批发
- 注册地:云南省昆明市呈贡宝象物流中心B2栋509室
- 主营产品:云南方管厂家,云南镀锌钢管,昆明无缝钢管
- 企业已认证
- 个人实名已认证
- 产品分类
- 商家其他产品推荐
- 产品详细信息
生产工艺:热轧管涂层:镀锌管连接方式:焊接式加工服务:定制样品执行标准:国标质量等级:A级是否进口:否用途:探矿机械等制造工业材质:碳素管加工定制:否生产方式:热轧重量:按吨计算计重方式:过磅销售方式:库存发货颜色:可定制工艺:热轧
焊接镀锌钢管,使用弧焊机普通焊条,只要无夹渣,假焊、焊缝饱满,经试压无渗漏即为合格。 多多少少会有的。想完全没白烟的话是不可能的。与焊条也有关系。
镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。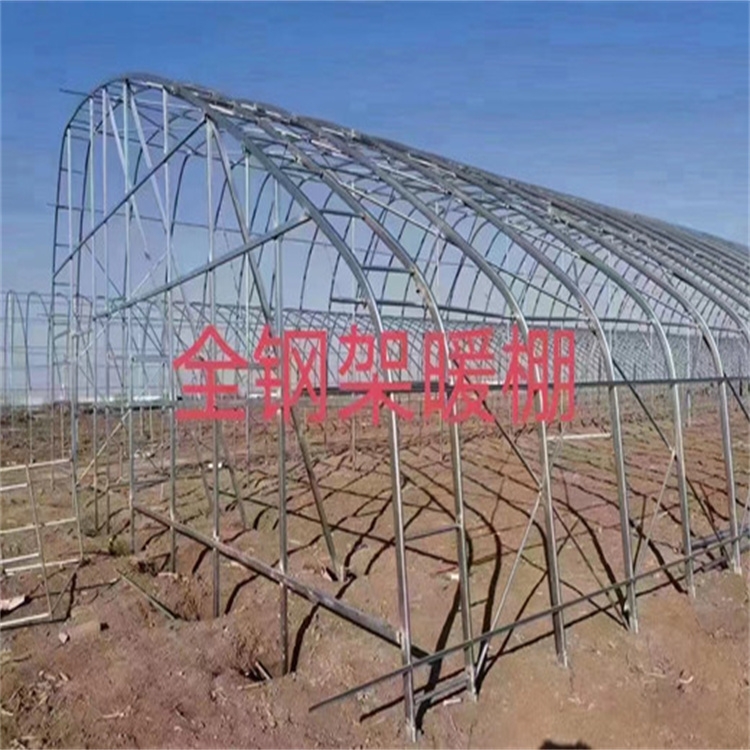
镀锌管,又称镀锌钢管,分热镀锌和电镀锌两种,我们使用的是热镀锌管。热镀锌是将除锈后的钢件浸入500℃左右融化的锌液中,使钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故钢构件表面附着锌层,从而起到防腐的目的。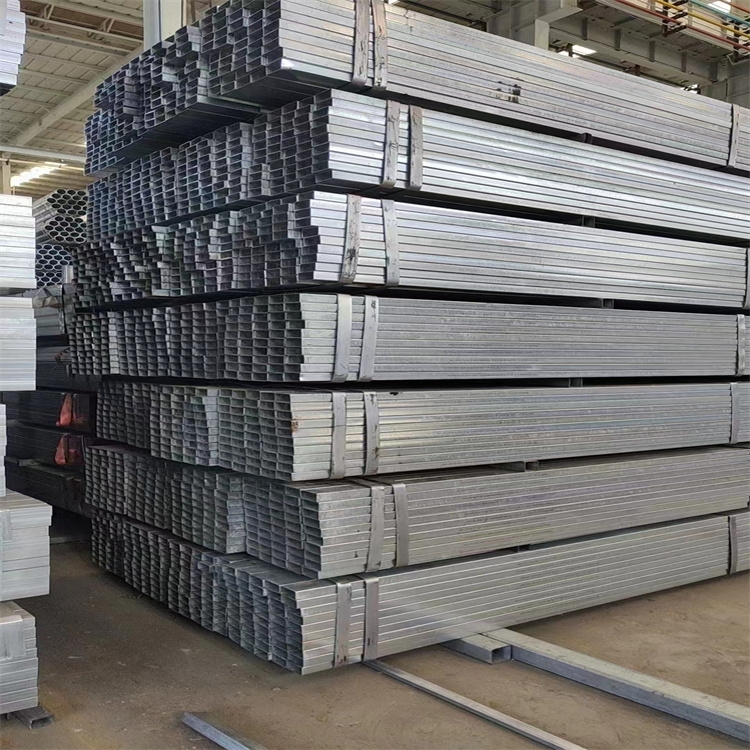
在焊角焊缝时,同样在层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位置继续向前施焊。
- 商家联系方式
- 我要给商家留言
- 商家产品推荐









- 相关产品推荐

宝鸡十万级无菌室 使用说明介绍 洁净车间

温室阳光板-透明10mm阳光板-安装方便使用寿命长
陕西十万级无菌室 详细介绍 无菌灌装车间

济南代发礼品 淘宝无货源一件代发

杭州超声波金属熔体强化设备公司 使用方法
怎么调|四川HBM本安型称重仪表|XK3150-Ex

常州企业 316 耙式真空干燥机
本溪铝单板 室外雕刻铝单板厂家

琼海WOLF狼牌8964.401经皮肾镜维修代理 狼牌 经验丰富

宿迁施耐德APCUPS电源供应 南京煜锦阳电子科技有限公司 实用性强

海北工字钢供应 库存充足

佛山grg固定 上百个大型工程经验

质量过硬 呼和浩特STORZ TC200 摄像主机维修主机无法启动

陵水黎族自治县无负压供水设备 无负压二次供水设备 美德龙机电设备

常州干燥厂 FZG-20 真空冷冻干燥机价格

绞线机 合肥线材收卷精密绕线机厂家

实佳阳光板厂家供应-卡布隆阳光板-定制批发

长春物流云仓储 一件代发小礼品
- 公司动态